Un seul logiciel
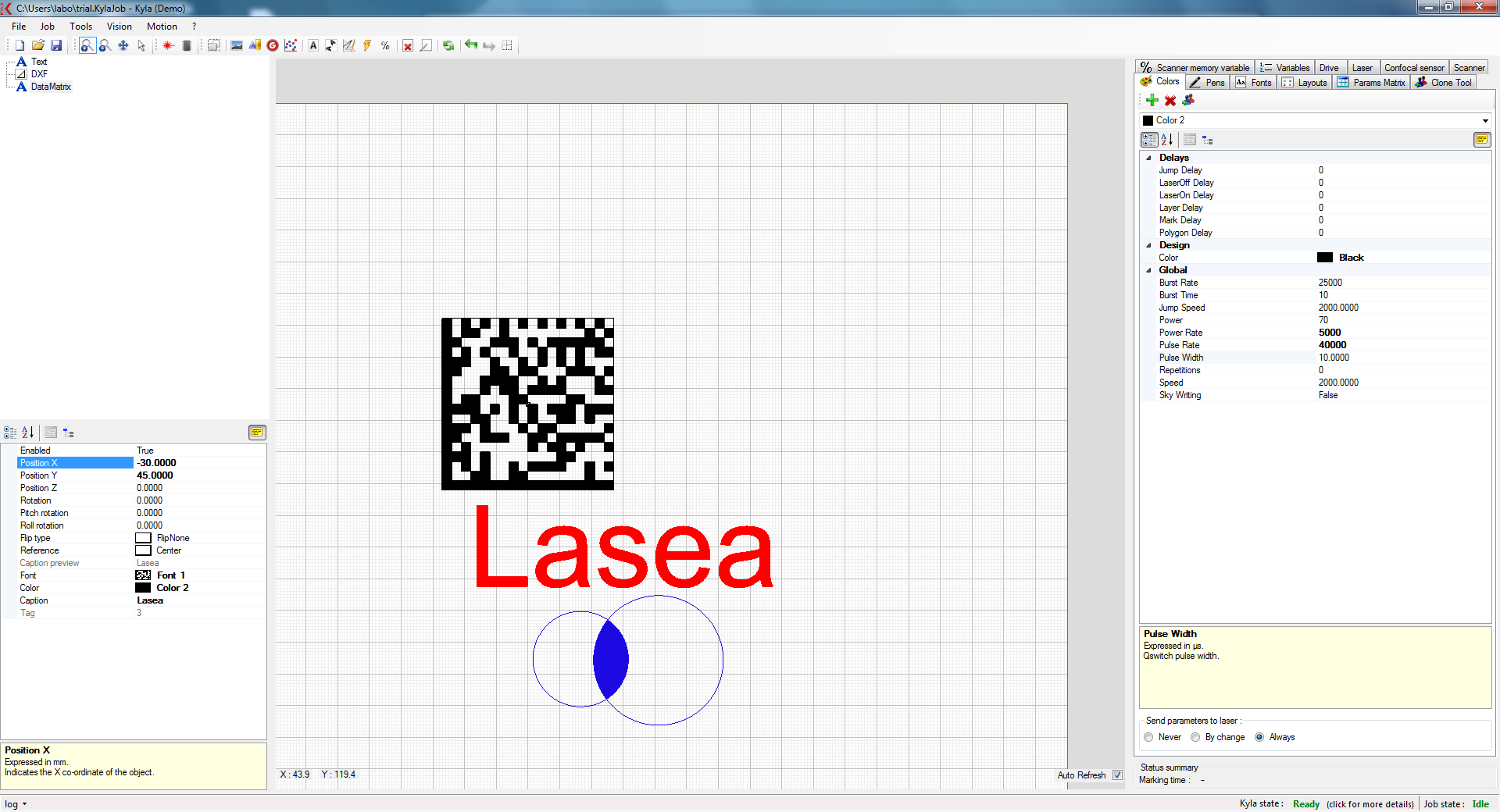
La programmation des procédés laser est réalisée par le logiciel de contrôle de LASEA, KYLA™. Ce logiciel permet de piloter l’ensemble des dispositifs et fonctions matérielles proposées par LASEA en standard ou en options.
Tous les dispositifs contrôlés par KYLA™
- Les sources laser (longueur d’onde, taux de répétition, puissance laser émise, durée d’impulsion)
- Les obturateurs mécaniques (ouverture ou fermeture)
- Les atténuateurs de puissance (puissances transmises)
- Les élargisseurs de faisceaux (facteur d’élargissement de x2 à x8)
- Les scanners (vitesse de balayage, position, délais, rampes d’accélération, répétitions)
- Les axes de déplacement (vitesse, position, accélération)
- Les caméras (mesure dimensionnelles sur l’image affichée, reconnaissance de forme)
- Les systèmes de focalisation automatique et de profilométrie (résolution, zone d’analyse)
- Les capteurs de puissance (durée de la mesure)
- Les extracteurs de fumées (allumage et extinction)
De nombreuses fonctionnalités de base :
- Chargement, édition, et sauvegarde de fichiers de recettes et de configuration
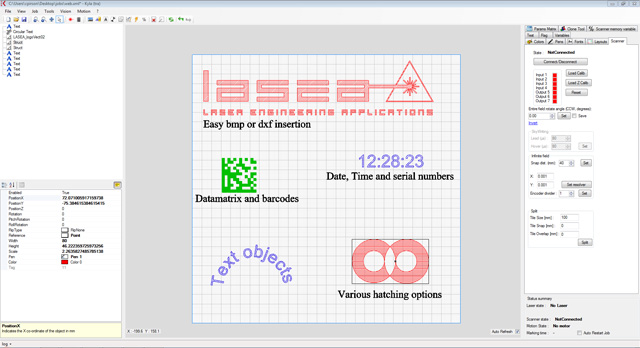
- Importation de fichiers DXF, STL, BMP, ou JPEG
- Création de textes avec polices Windows TrueType, « Single Stroke », code à barres, ou datamatrix avec fonction d’incrémentation automatique ou liaison avec une base de données
- Intégration d’un module CAD capable de modifier les motifs d’usinage aux formats DXF
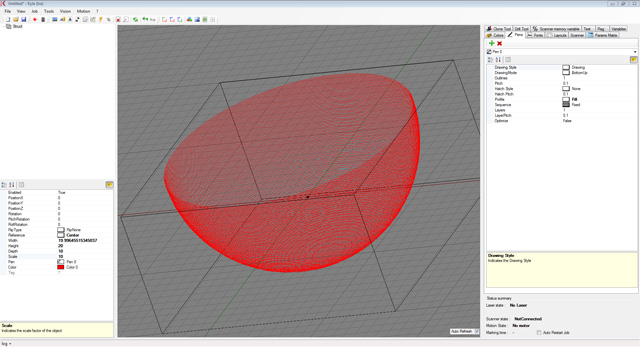
- Génération automatique des parcours du faisceau laser et visualisation en 2D (3D en option) de ces parcours
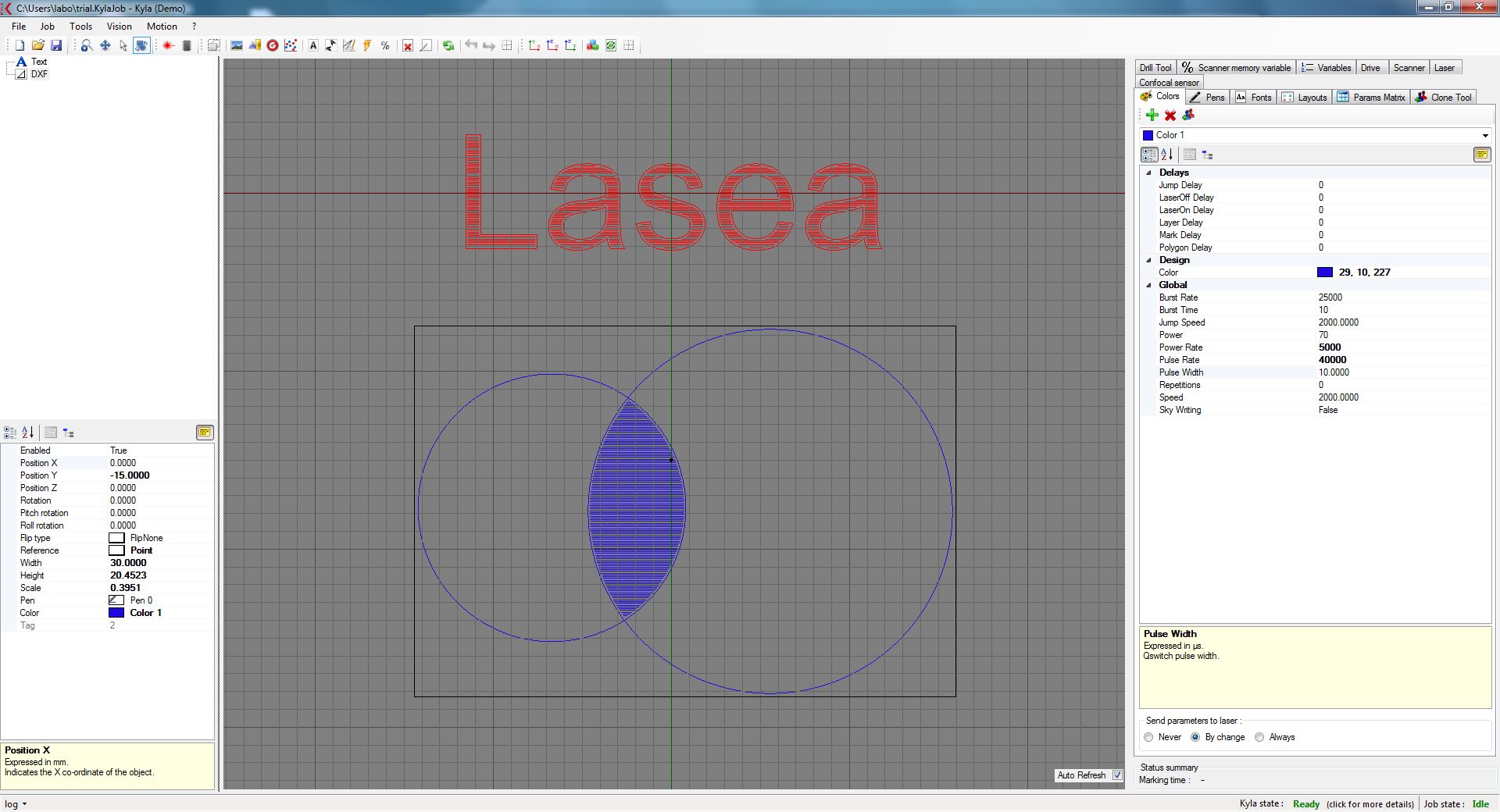
- Affichage et modification des paramètres liés au laser, aux déplacements du scanner et des axes
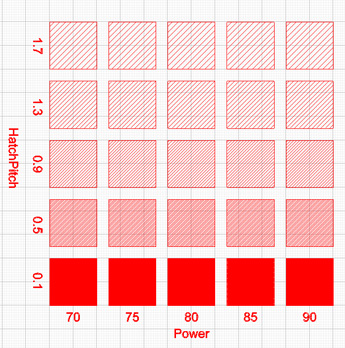
- Génération automatique de matrices d’optimisation d’un objet
- Pilotage automatique et synchronisé du scanner et des axes
- Affichage des images de caméras, possibilité d’enregistrer des images et films vidéo, et d’effectuer des mesures
- Enregistrement automatique de fichiers log incluant les paramètres laser, scanner, et axes
- Fonctions d’aide à la calibration
Ainsi, en partant de fichiers dxf, stl, jpeg, bmp, ou d’un fichier vierge en créant des objets texte, des codes à barres, ou des formes géométriques, il est possible d’obtenir très rapidement un tracé en 2D ou 3D prêt à être exécuté. Le logiciel transcrit automatiquement l’image, le texte, ou le schéma créé en vecteurs de déplacement du scanner ou des axes.
Une interface très conviviale
L’interface graphique conviviale permet de visualiser les trajectoires du faisceau mais aussi de les paramétrer (hachurage, direction des hachures, contours, répétitions, etc…) et de contrôler les paramètres laser. Cette interface graphique peut également être remplacée par une interface sous forme de commandes de déplacements de type G-Code.
Le logiciel permet également le contrôle de 5 axes de positionnement en entrant des coordonnées avant l’usinage scanner, en créant des séquences automatiquement afin de déplacer la pièce après chaque étape d’usinage scanner, en effectuant tout l’usinage par ces platines avec le scanner immobile, ou encore en choisissant le mode « champ infini », qui décompose le tracé défini en basses et hautes fréquences
Des fichiers pdf de suivis de production ou de R&D peuvent être générés automatiquement à chaque usinage.Si la fonction 3D est activée, la visualisation du fichier d’usinage est en 3 dimensions.
De nombreuses autres fonctionnalités sont également incluses telles que l’inscription automatique de la date et de l’heure, ou encore l’incrémentation d’un numéro de série.
Le logiciel permet une communication aisée vers des dispositifs extérieurs à travers différentes interfaces (port série, Ethernet, fichiers d’échange, contacts secs).